Functionally and Geometrically Ordered Ti Armor
Design and Processing of Ti Composite Armors
1: Ti Armor
Titanium has long been recognized as a superior material for many combat systems and components due to an excellent combination of properties. It has a high strength-to-weight ratio, excellent ballistic mass efficiency, and is corrosion resistant. However, the high cost and limited availability of titanium has restricted its use to only the most critical applications, such as in high performance aircraft. To address these limitations, DoD, DARPA, and titanium powder producers recently undertook programs to develop low-cost titanium and titanium alloy powders having powder metallurgy (PM) grade quality. Various studies have shown that these powders can be consolidated in the solid state to form fully dense metals that meet military and industry specifications. In case studies to investigate the production of titanium components for military ground vehicles using PM processing, high quality parts were fabricated with an estimated cost savings of at least 50% when compared to the conventional melt-processing methods that are currently used for titanium production.
|
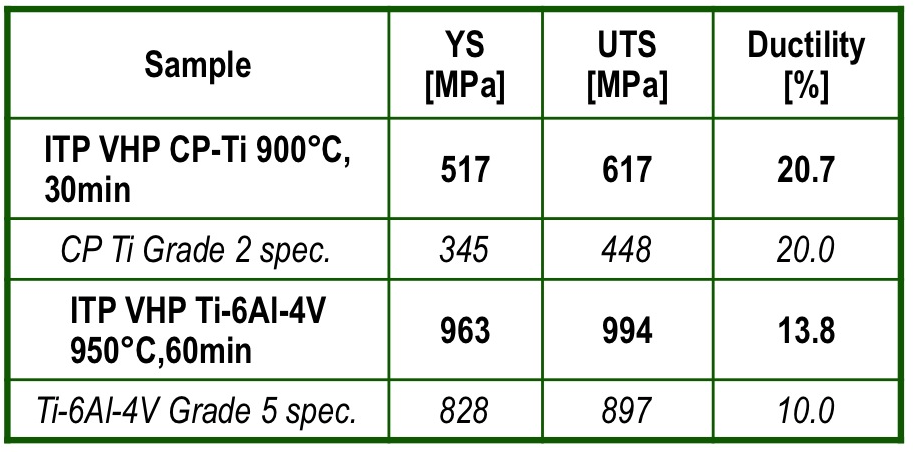
Mechanical properties of P/M Ti meet the requirements of ASTM B-348-09 and MIL-T-9047G specifications.
|
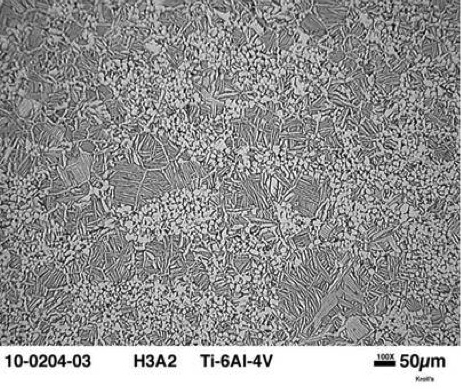
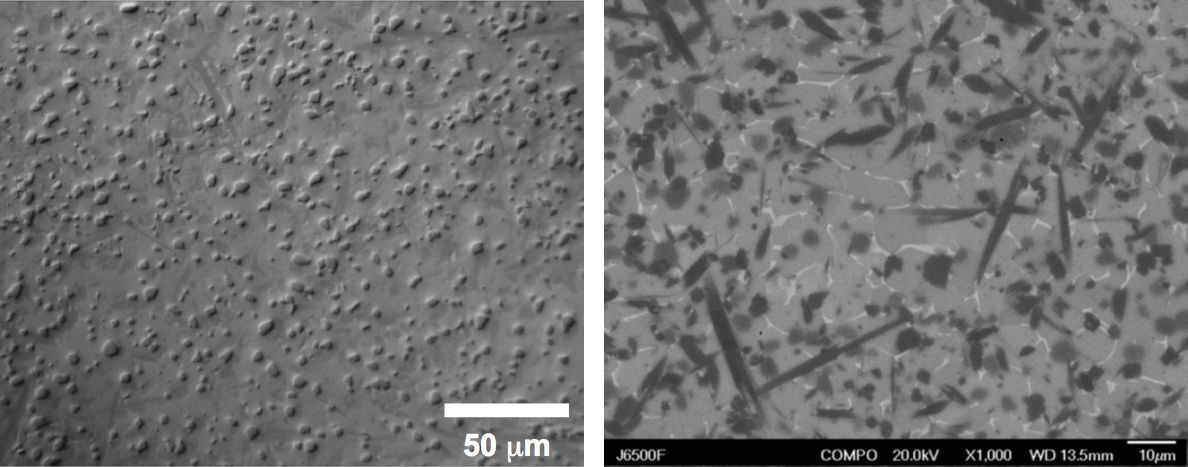
Typical Ti-6Al-4V α/β microstructure seen with consolidated Armstrong powder.

|
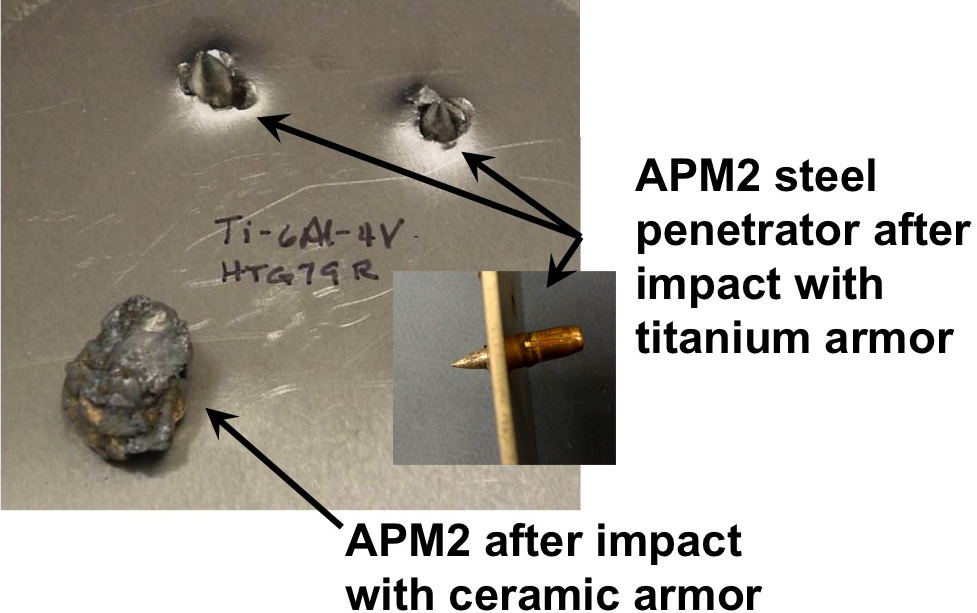
Front and back of V50 test plate made by solid state vacuum hot pressing of Armstrong Ti-6Al-4V powder. Ballistic performance of P/M Ti-6Al-4V plate was shown to be equivalent to standard wrought armor plate vs. 30 cal APM2 threat.
Good ballistic impact resistance and a high strength-to-weight ratio make titanium invaluable to DoD at a time when combat systems are required to outperform previous generations of equipment, especially in terms of mobility, rapid deployment, and protection against improvised explosive devices, as well as conventional munitions. Land combat systems that have been designed and built with extensive use of titanium have typically achieved 40% overall weight reductions. In addition to improved mobility, titanium offers a significant advantage in lowering fuel consumption. The latest generation of fighter aircraft use a high percentage of titanium to lower weight and increase fuel efficiency: 40% on the F-22 Raptor and 20% on the F-35 Joint Strike Fighter. Even new commercial airliners, such as the Boeing 787, are making extensive use of titanium in combination with carbon fiber composites to achieve a 20% improvement in fuel economy.
The Ti-6Al-4V alloy provides superior ballistic protection when compared on a weight basis to conventional rolled homogeneous armor (RHA) steel, but it is far less efficient on both a weight and volume basis than state-of-the-art ceramic armor. Armor materials can be compared by their mass efficiency rating, Em. Em is the ratio of the weight of RHA steel to the weight of the alternate armor material that is needed to stop identical threats. The Em of Ti-6Al-4V is about 1.5, while the Em of boron carbide (B4C) ceramic is 3. This means that if it takes 3 lbs. of RHA steel to stop a given threat, then the same protective capability can be achieved with 2 lbs. of Ti-6Al-4V or with 1 lb. of B4C armor. But, the ceramics are brittle and can be costly, making them less desirable for combined structural and protective applications.
Titanium and other metal armors achieve defeat of hardened (armor piercing) ballistic threats primarily through energy absorption by plastic deformation and shear of the armor, and by friction between the ballistic projectile and the armor plate.
|
In contrast, the ceramic armor materials achieve defeat by deformation and fracture of the projectile and by the work of fracture in cases where the ceramic plate is broken.
|
|
By combining a ceramic material with titanium to form a composite structure, it should be possible to combine the different defeat mechanisms and produce an enhanced armor material. By blunting and/or fracturing the projectile upon initial impact with the composite, much more energy will be expended in the subsequent process of penetration through the remaining armor thickness. This enhanced performance can be used to either increase the protection level or reduce the amount of armor needed when compared to the baseline configuration. However, combining Ti metal with ceramic powders, inserts, or plates is difficult, if not impossible, when using conventional melt processing. This is primarily due to chemical reactivity at molten metal temperatures (>1700 C), differences in specific gravity which result in phase separation, and differences in the thermal expansion coefficient which can result in interfacial stresses that are large enough to distort or shear the materials during cooling. Powder metallurgy processing in the solid state can minimize or eliminate these problems.
2: Titanium Composite Processing
We utilize newly available low-cost titanium powders, solid state powder metallurgy consolidation methods, and the recently installed state-of-the-art direct manufacturing capabilities at ORNL to investigate titanium/ceramic composite material fabrication and properties. Computer modeling is used in an iterative process to aid in the design of the composite structures and to predict material properties. Two manufacturing techniques are used:
Functionally Graded Composites
Powder processing provides a method for producing a composite system that could combine the desirable properties of an armor ceramic (high compressive strength, very high hardness, and light weight) with the excellent structural properties of consolidated titanium, forming an exceptional structural material that incorporates enhanced ballistic protection capabilities. Considered ceramic materials include boron carbide (B4C) and silicon carbide (SiC), two of the current monolithic ceramic armor materials. In addition, titanium diboride (TiB2) is also investigated. It is chemically compatible, and both the specific gravity and the thermal expansion coefficient are a good match with Ti-6Al-4V. The ceramic content of the composites may be continuously graded through the titanium matrix or concentrated locally in desired areas, such as near the impact surface.

|
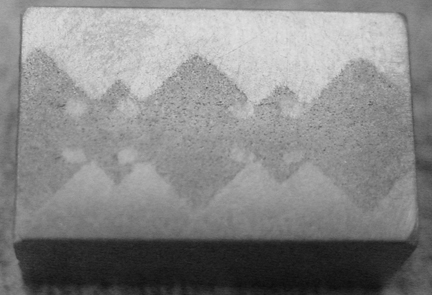
Functionally graded armor tiles can be produced by layering titanium and ceramic powder blends having different metal-to-ceramic ratios. The layers are then consolidated into a solid laminated structure by hot pressing. These graded armor tiles have been shown to significantly improve ballistic penetration resistance. A macro-photograph of the cross-section of a graded composite structure of titanium and ceramic is shown in the figure below.
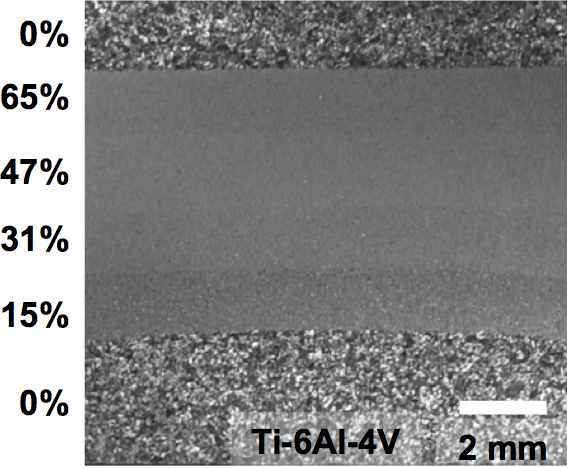
|
|
Complex geometric arrangements are also possible, especially when utilizing the direct manufacturing capabilities at ORNL, which include a Precision Optical Manufacturing (Auburn Hills, MI) laser deposition system and an Arcam AB (Sweden) electron beam deposition system. Our assumption is that the geometrical patterning in the armor material can interact with the shock wave that is generated upon impact and enhance ballistic performance. Various combinations of metal-to-ceramic ratio and particle distribution have been studied.
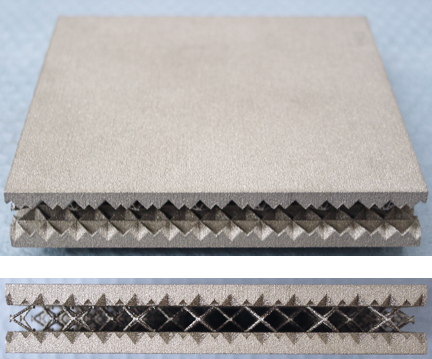
Armor tiles having a complex geometric interface between titanium and a titanium/ceramic composite material can be produced using a combination of direct manufacturing and hot pressing. An example of such a structure is shown below, where an ARCAM system was used to construct a Ti-6-4 structure directly from a CAD file. The gap in the structure was subsequently filled with titanium/ceramic composite powder and then hot pressed to consolidate and bond the layers of the armor tile.
|
The overall plate has a complex geometric pattern on the internal surfaces. The edge view shows the gap formed by wire ligaments.
The image below shows a cross-section of the armor tile after the gap was filled with composite material and hot pressed to fully consolidate the layered structure.
|
Measurements of hardness and strength are used as indicators of ballistic penetration resistance, but ultimately the armor performance is judged by ballistic impact tests, which is conducted by ORNL and Wackenhut personnel at the Central Training Facility. We are aiming for a minimum improvement in Em from 1.5 to 2.0. This corresponds to a weight reduction of 50% compared to RHA steel and 25% when compared to conventional wrought Ti plate.
Hybrid Composites
Most advanced armor systems utilize combinations of dissimilar, but complimentary, materials to achieve optimal performance. For instance, soldier body armor incorporates a ceramic plate that is backed by several layers of a ballistic fabric, such as Kevlar. However, combining Ti metal with ceramic plates in an integrated structural system has several complications if attempted while using conventional melt processing. Chemical reactivity, differences in specific gravity, and a thermal expansion mismatch between the metal and ceramic can make fabrication of sound hybrid composites very difficult, if not impossible. Most of these incompatibility issues can be eliminated by using Ti powder and processing in the solid state. The presence of the solid ceramic will blunt and possibly fracture the incoming projectile as it strikes the plate surface, thus requiring much more work energy to be expended by the projectile in the process of trying to pierce the remaining titanium/ceramic structure. We are investigating performance of variations of the layered hybrid composite such as: a surface layer of ceramic, a single ceramic layer embedded in a titanium matrix, and multiple alternating layers.

|
All of these variations incorporate geometric patterning, either in layer placement or at layer interfaces. Computational studies are used to develop the layered systems, including the incorporation of graded interfaces and beneficial residual stresses in the structures. Testing and evaluation are similar to the methods used for the functionally graded composites.
3: Additive Manufacturing for Ti Composite Armors
Electron Beam Melting
Electron Beam Melting, a process developed by ARCAM, utilizes a high power electron beam to melt metal powders site specifically. Net-shape components are directly manufactured from computer models. ORNL is working with ARCAM to develop and implement in situ process monitoring and closed-loop control to expand the technology for additional materials and to increase the processing speed.
Oak Ridge National Laboratory is working with additive manufacturing equipment manufacturers and end users to revolutionize the way products are designed and built. Our research and development in this crucial field are enabling a wealth of opportunities for product customization, improved performance and multifunctionality.
ARCAM Process Video
ARCAM Building of a Mesh Ball